地 址:溫嶺市東部新區千禧路16號24街
市場部:0576-86838323
售后服務部:0576-86838355
傳 真:0576-86838018
郵 編:317500
網 址:m.ef43com.cn
郵 箱:info@zjdpco.com

市場部:0576-86838323 89933619
售后服務部:0576-86838355

地 址:溫嶺市東部新區千禧路16號24街
市場部:0576-86838323
售后服務部:0576-86838355
傳 真:0576-86838018
郵 編:317500
網 址:m.ef43com.cn
郵 箱:info@zjdpco.com
當今時代是飛速發展的時代,隨著高新技術的進步和創新,各種各樣的高新設備被人們所研制出來,但是我們也不能將小部件而遺忘。
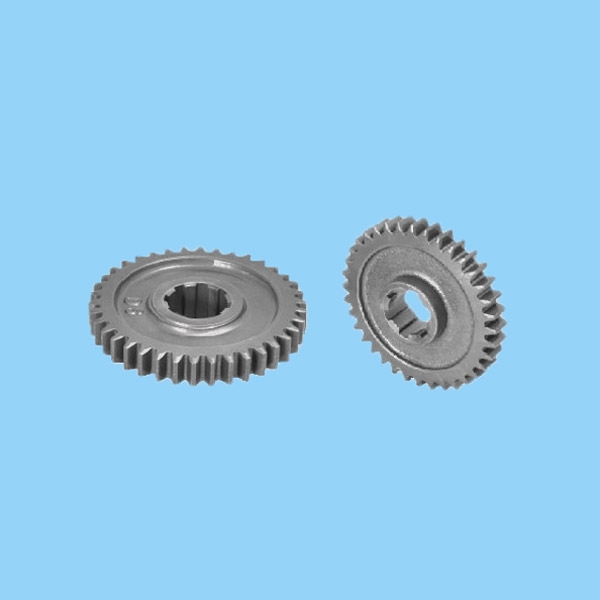
齒輪加工一般都運用滾齒機和插齒機來作業,關于調整維護便利,關于大規模的出產來說出產功率就會偏低。后來關于滾刀、插刀刃磨后的再次涂鍍技術的產生,能夠使得刀具能夠明顯地前進運用時刻,能夠減少了換刀次數和刃磨時刻,前進功率。在剔齒過程中,徑向剃齒技術有很大的優勢,包括功率高,規劃齒形、齒向的修形簡略完成。
在熱處理過程中齒輪要求運用滲碳淬火,這樣才干保證其杰出的力學性能。關于熱后不再進行磨齒加工的產品,穩定可靠的熱處理設備也是需要具備的。磨削加工過程中,主要是對經過熱處理的齒輪內孔、端面、軸的外徑等部分進行精加工,以前進尺度精度和減小形位公差。
1、齒輪加工設備中插齒機心軸上的工件應固定可靠,同時加工多件工件的插齒時,各工件端面應潤滑平整觸摸緊密,禁絕存留切屑、棉紗在工件觸摸面上。用螺帽擰緊刀具軸上裝夾的插齒刀具。按插齒機要求,選配好插齒機掛輪和進給量,禁絕超負荷運轉。插齒行程應調整好方位。有必要脫開分齒掛輪后,調整插齒快速。滾齒和切齒前,應留意先將限位擋塊調整到恰當方位,禁止在切齒中移動限位擋塊,滾切傘齒輪時,應配平衡鐵。
2、查看齒輪加工設備各手輪、手柄方位應正確,且轉動輕快無阻滯。安裝好防護罩,不得任意拆除,以避免四處飛濺冷卻液。有必要先切斷總電源后,進行掛齒輪調配,各齒輪間的嚙合間隙應契合機床規則,調配完后,應先用手搖擺試轉查看,立即取下手柄,再作點動空轉復查無誤后,方準作業。
3、裝夾工件禁絕錘擊或敲打,以保證機床精度,用扳手緊固工件螺釘時,用力不得過猛,禁絕套管加壓。按加工齒輪模數調整床鞍和齒全深,以免損害工件。
4、選擇好契合齒輪加工設備要求的滾齒刀具,錐度不符時不得安裝運用,刀架角度扳動后要緊固。在開動刨齒機前,應先盤動手輪2~3轉,調查無誤后,方準開動機床,空運轉15min,查看各部位是否轉動靈活,溫升正常,潤滑油路四通八達礙后,方準刨齒加工。運用對刀規對刨齒刀具時,應輕觸刀尖。須先將刨齒機鼓輪對到零位后,方準更換搖臺和滾切掛輪。



地 址:溫嶺市東部新區千禧路16號24街
市場部:0576-86838323
售后服務部:0576-86838355
傳 真:0576-86838018
郵 編:317500
網 址:m.ef43com.cn
郵 箱info@zjdpco.com